
VIP tag

Programmentes hegesztési robot acélszerkezetekre
1.1 funkció áttekintése A rendszer önálló fejlesztési rendszer, a fő funkciója a hegesztési folyamat mély integrációja, a háromdimenziós modell újra b
A termék adatai
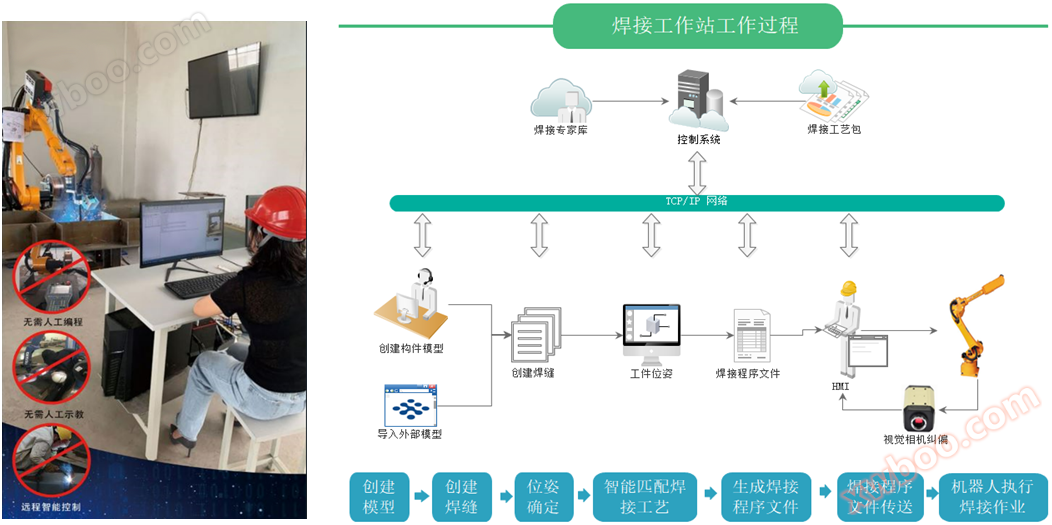
1.1 Funkciók áttekintése
A rendszer önálló fejlesztési rendszer, amelynek fő funkciója a hegesztési folyamat mély integrációja, a háromdimenziós modell újra bevezetése, a vizuális rendszer segítségével az egész alkatrész hegesztési varrat helyének meghatározása, a modell helyének tényleges körvonala alapján a hegesztési eljárás automatikus létrehozása.
Szoftver telepítése A PC rendszer bárhol elhelyezhető, és a TCP/IP protokollon keresztül távirányítás lehetséges, vagyis a helyszíni berendezések közvetlen működtetése az irodában.
1.1.1 A rendszer naponta két műszakot tud teljesíteni (Minden osztályban8 óra) normális működés és stabil pontosság;
1.1.2 A munkaállomás tervezési rajzai ismételt érvelések és szimulációs tervezés után, az egyes alkatrészek tervezési erőssége megbízható, kényelmes szerelés és karbantartás, a funkció biztosítása feltételével biztosítja a szépséget;
1.1.3 A munkaállomás berendezéseinek minden külső vásárlási alkatrészeit az iparágban ismert gyártók kínálják, az összes feldolgozott alkatrész minőségét szigorú szabályozáson, szilárdságon, kiváló teljesítményben és simán mozog;
1.1.4A munkaállomás berendezéseinek alkatrészei és műszerei, valamint az összes rajzanyag mérőegysége az országos táblázatot alkalmazza (GB)szabványok; Minden műszer, alkatrész tervezése, gyártása és felhasznált anyagok megfelelnekISOésIECcélmegegyező vagy egyéb egyenértékű szabványok;
1.1.5 A munkaállomás alkatrészei kiválasztott minőségű anyagok gyártása, a kiválasztott mechanikai és elektromos alkatrészek kiváló minőségű, megbízható terméksorozat;
1.1.6 A robot elülső végén találkozásgátló érzékelő van, amely az ütközés esetén időben biztosítja a leállás védelmét, ugyanakkor az igény szerint konfigurálható az automatikus pisztolyvágó rendszer és az automatikus poreltávolító rendszer;
1.1.7 Intelligens hegesztési funkciók, mint például a munkaállomás vizuális interakciója, a háromdimenziós digitális modellmeghajtó, az intelligens hegesztési útvonal tervezése, a vizuális szkennelési javítási útvonal, a megfelelő paraméterek és a hegesztési folyamatok automatikus létrehozása.
1.1 A szerkezet típusa és az ajánlott rendszer működési módja
1.1.1 H-típusú acél daru gerenda, erősítő lemez szerkezet főgerenda H-típusú acél speciális gép egy kattintással indítási módszerrel dolgozik, a kézi beavatkozás nagyon kevés, a leghatékonyabb munka, az üzemeltető több gépet működtethet;
1.1.2 H-típusú acéloszlopok, tetőgerendák, dobozszerkezet belső erősítő lemezek és fő hegesztési varratok és egyéb szerkezeti típusok, a vizuális ember-gép interakciós módon dolgoznak, az üzemeltető több gépes munkát végezhet;
1.1.3 hídlemezek, nagy doboz típusú válogatólapok és egyéb szerkezetek, mivel a hegesztési varrat hosszú, kevés hegesztési varrat típusú, a modell hajtása a hegesztéshez, kevés manuális beavatkozás, hegesztési hatékonyság magas, az üzemeltető több gépet működtethet;
1.1.4 A titán intelligens rendszer egy teljes rendszer, a rendszer támogatja a fenti különböző munkamódokat, válassza ki a megfelelő modulokat a tényleges használati igények szerint, hogy növelje a termelési hatékonyságot.
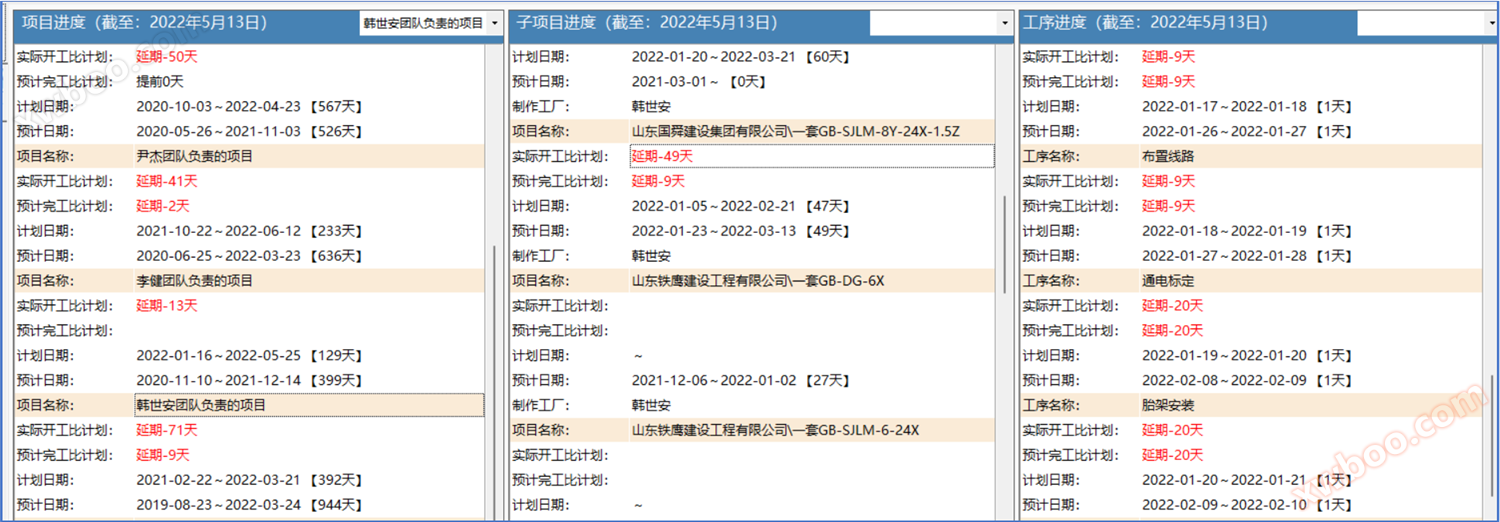
MES rendszer
1.5 Rendszer jellemzői:
a) A gyári modell adatainak megosztása az internetes technológia alapján.
b) folyamati termelési menedzsment, amely a gyártási folyamat minden részét beépíti a folyamatba
c) Integrálja és javítsa a projekt működésének teljes hatékonyságát, valós idejű, dinamikus és valós módon, hogy minden személy részt vegyen a menedzsmentben
d) A folyamatok, osztályok, csoportok és engedélyek teljesen testreszabhatók
e) A folyamati áramlási információk valós idejű továbbítása
f) Automatikus tervezés a termelési ütem szerint
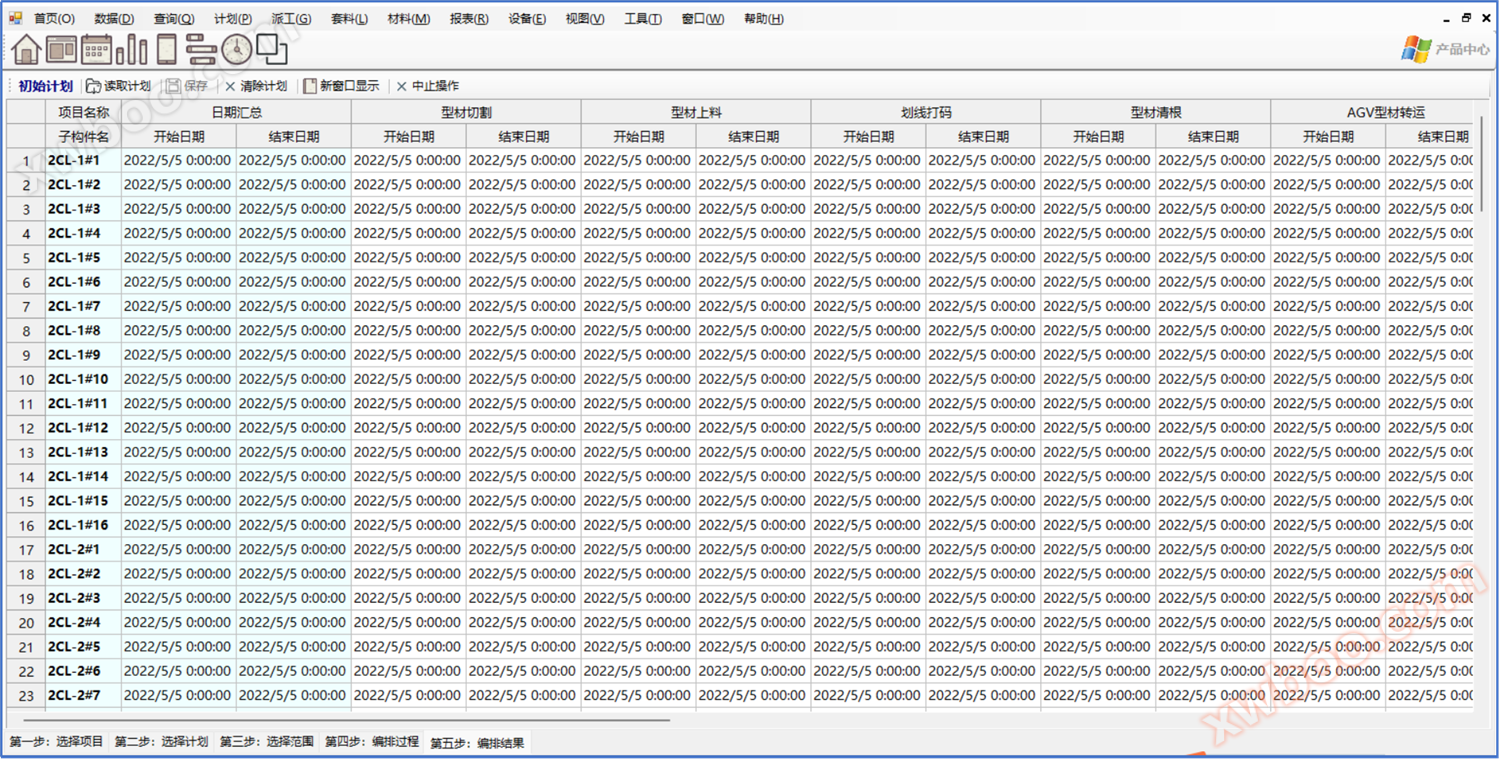
1.1.6 Tervezési modul: Mielőtt a gyártási feladat elkezdődik, a KOTIAN MES a projekt igényeinek és az egyes műhelyek és munkaállomások gyártási ütemeinek automatikus tervezésének megfelelően napi munkaterveket és kiegészítő alkatrészeket készít.
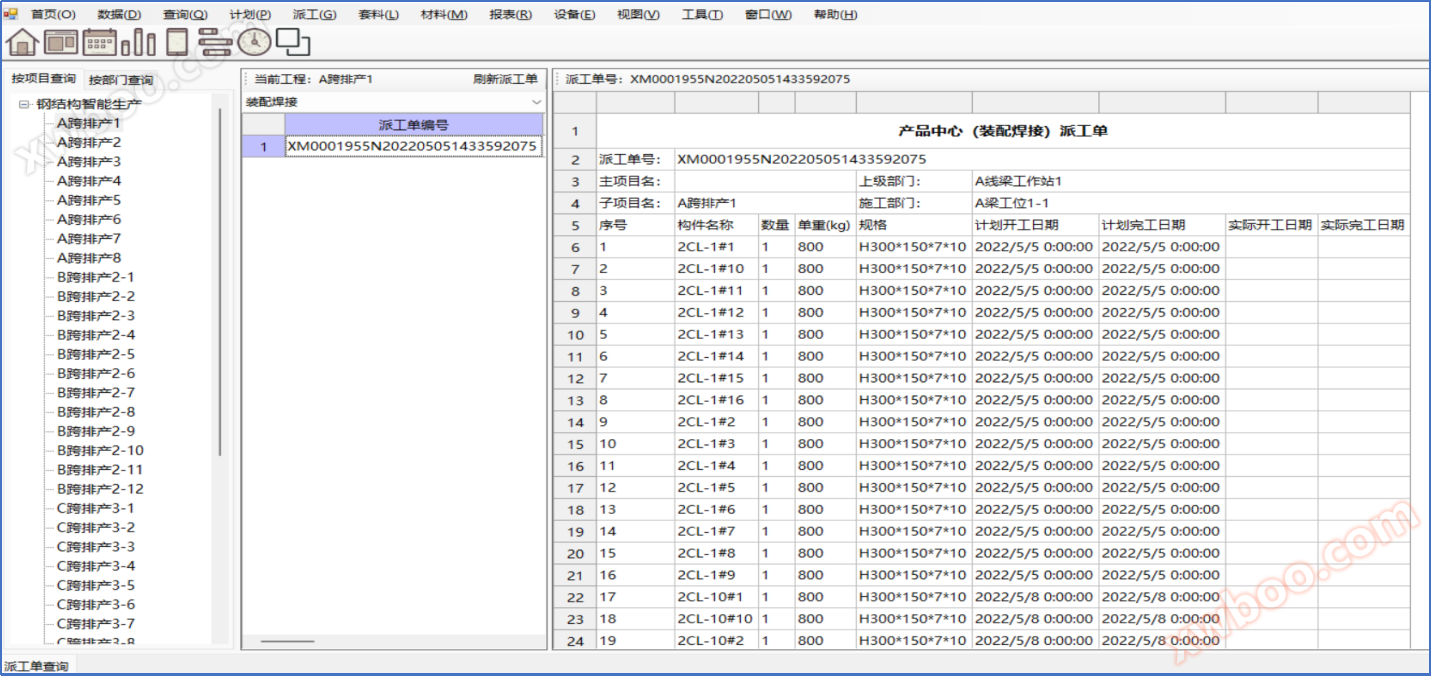
Feladatfeladat-modul: a projekt igényeinek és a műhelyek és munkaállomások gyártási ütemeinek megfelelően automatikusan tervez konkrét feladatokat.
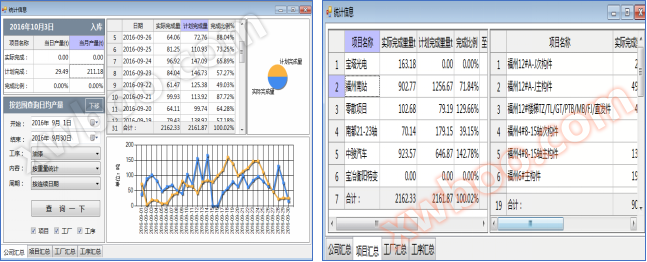
Statisztikai modul: lekérdezheti a vállalat teljes adatait, a projekt statisztikáját, a gyár statisztikáját, a folyamat statisztikáját.
2. Projektprogramok
2.1 Terméktípusok
2.1.1 Szerkezeti méretek
|
Sorozatszám |
Termékek |
Magasság |
Szélesség |
Hosszúság (kettős) |
|
1 |
H típusú acél |
Szárvány magasság≤0.8m |
≤1.2m |
≤12m |
|
2 |
Egyéb termékek |
A lap magassága≤0.5m |
≤1.2m |
≤12m |
2.1.2 Tipikus felhasználói termékfotók


2.1 Általános elrendezés
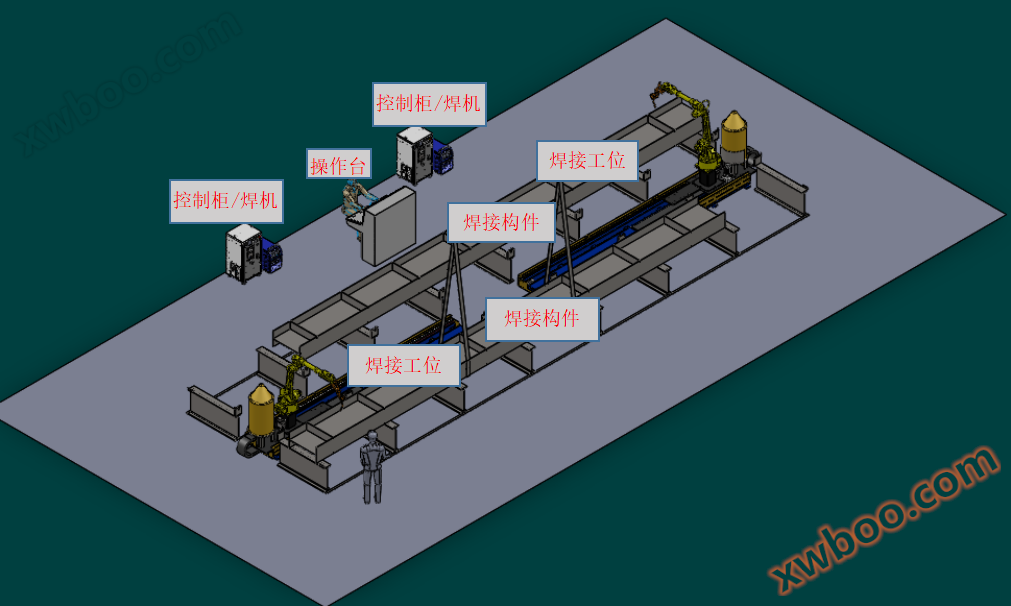
Terület elrendezése
Munkafolyamat (modellvezérelt)
2.2.1 A hegesztésre váró alkatrészek manuális vagy szállítólánc átszállítása a P pont közelében
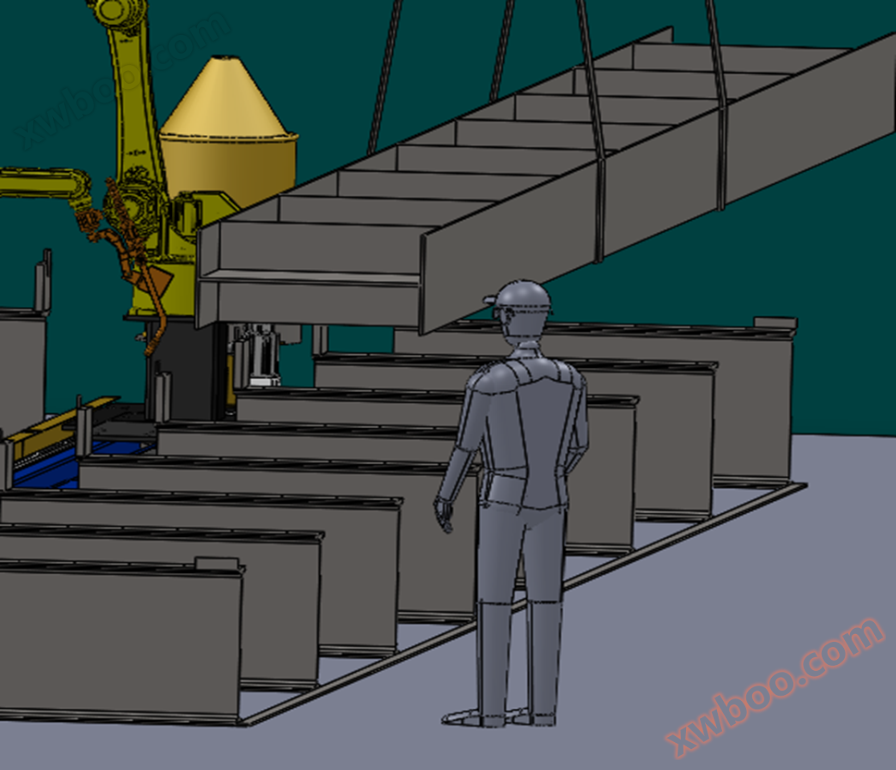
2.2.2 Az üzemeltető (egyidejűleg vagy előre) a modellt a komponensszám és az komponens elhelyezésének megfelelően egyenletesen forgatja és csomópontokat hoz létre
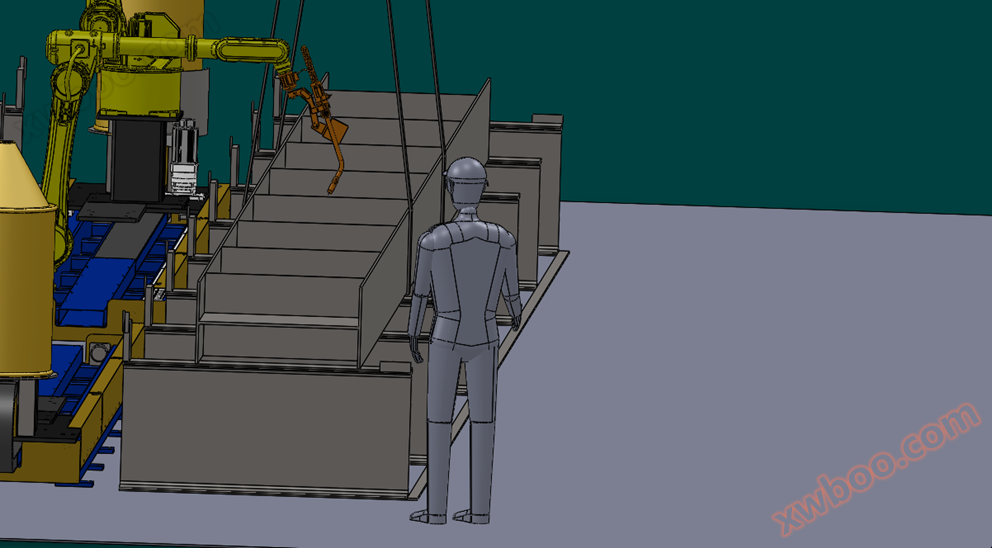
2.2.3 Ha túl nagy az eltérés, először a kamera segítségével azonosítsa a P pontot
2.2.4Ha a hely közel van, az üzemeltető közvetlenül betölti a modellt, hogy elindítsa a szkennelést (ebben az esetben az üzemeltető egy másik alkatrészet felemelhet a második készülék állomására vagy a készülék másik állomására, hogy elvégezze a fenti műveleteket)
2.2.5A szkennelés befejezése után a rendszer indítja a hegesztést
2.2.6Az egész alkatrész hegesztésének végén az alkatrészeket a következő munkaállomásra szállítják.
2.2.7Ezzel az üzemeltető több készülék munkáját végezheti
2.2.8Ha nincs alkatrészmodell, akkor vizuális interaktív módon működtethető a berendezés hegesztése, az alkatrészek az asztalra helyezése után az üzemeltető a fényképezőgéppel fényképezheti a szükséges hegesztési részeket, megfelel a folyamatnak és megkezdi a szkennelési hegesztést. A modellhajtóhoz képest az üzemeltető növeli a munkaterhelést.
Online érdeklődés
-
Kapcsolatok
-
Társaság
-
Telefon
-
E-mail
-
WeChat
-
Ellenőrzési kód
-
Üzenet tartalma
-